TM 1-1500-204-23-8
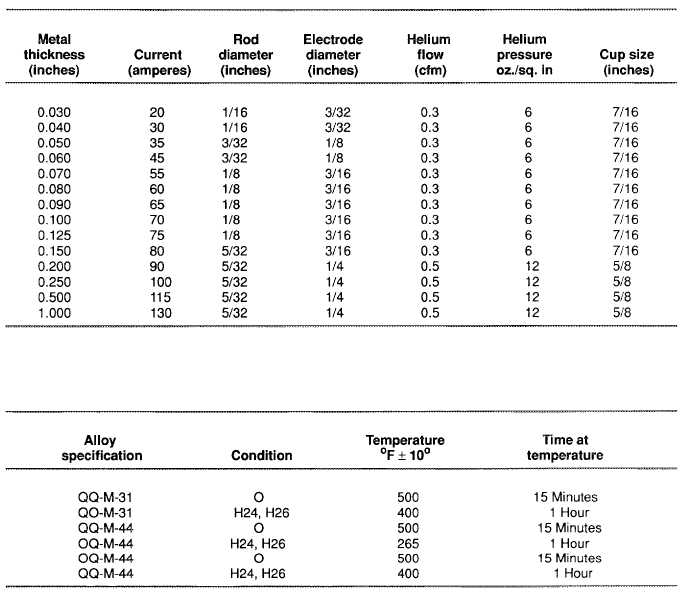
Table 3-5. Machine Settings for Arc Welding Magnesium
(1)
Cleaning. Clean electrodes frequently by
polishing with abrasive cloth, Federal Specification P-C-
451, to avoid pickup.
(2)
Machine settings. Use the settings
furnished by the manufacturer as a guide.
(3)
Spot spacing. Spacing between spot
welds should not be less than eight times sheet thickness,
with 1/4 inch minimum. Preferred spacing is 16 times
sheet thickness. Edge distance should be at least four
times sheet thickness, with 3/16 inch minimum. Preferred
distance is six times sheet thickness.
3-7. Corrosion-Resistant Steel and Nickel Chromium
Alloy Welding. The gas, arc, and spot methods may be
used for welding steels. The following paragraphs cover
distinguishing between corrosion-resistant steels and
nickel-base alloys, special welding considerations, and
procedures for gas, arc, and spot welding.
a. Distinguishing Corrosion-Resistant Steels and
Nickel-Base Alloys. The following test procedures will
enable the mechanic to identify the class of material:
3-15
Table 3-6. Stress Relieving Treatment