
(3) Repair.
(b) Replace washers (11, fig. 6-15),
(a) Replace all parts that do not pass
grommet 118), and bearings (231 regardless of
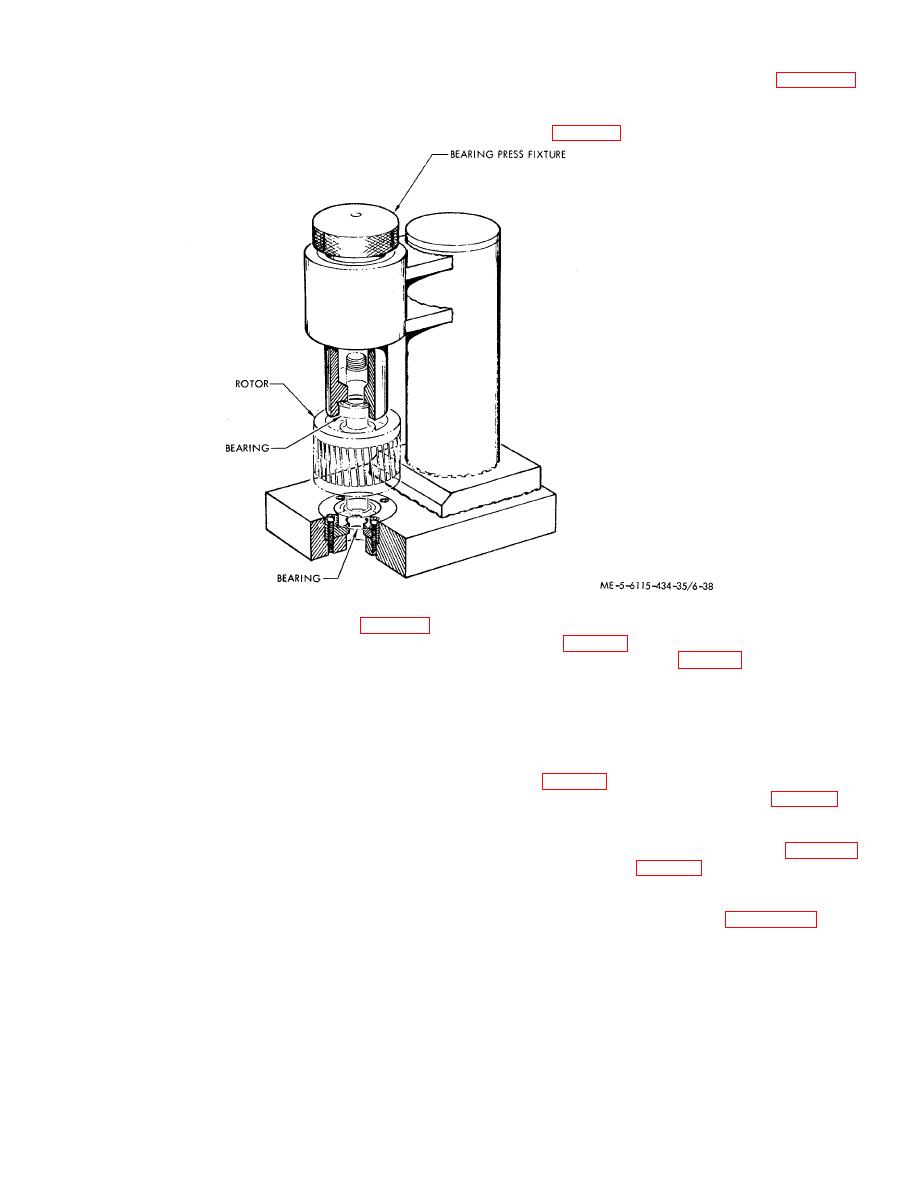
condition. Use bearing press fixture to install new
inspection and are damaged beyond repair.
bearings (fig. 6-21 .
Figure 6-21. Bearing installation.
(1) Assemble in reverse order of disassemble
(c) If retainer in end bell (16, fig. 6-15)
procedures (para 6-9 b. above) observing the following.
requires replacement, replace complete end bell
(2) Install rotor (24, fig. 6-15) with bearing (23)
assembly.
into housing assembly (25).
(d) If impeller appears to be damaged or
(3) Install impeller (22) on shaft or rotor (24),
faulty, replace. Report damaged impeller to depot
observing direction of rotation.
Apply anti-seize
maintenance for repair.
compound (Specification JAN-A-669) to threaded shaft
(e) Replace
rotor
if dimensional
of rotor (24) before installing nut (19) to 460 to 480
requirements are not met.
pound-inches torque, using holding fixture torque
(f) If finish on outside of end bell (16) or
wrench (fig. 6-16).
housing (25) is defective, protect unpainted areas from
(4) Install thermal protector (15, fig. 6-16) on
sanding residue and new paint. Smooth defective
end bell (16). Temporarily install end bell (16) on
areas with abrasive cloth (Federal Specification P-C-
housing assembly (25). Measure rotor (24) shaft end
451, No. 320 Grit) and clean thoroughly. Apply one
play, using end play measuring fixture (fig. 6- 22).
coat of primer (Military Specification MIL-P8585) and
Install discs (8, 9, 10, fig. 6-16) as required to obtain a
air-dry for 8 hours or bake for 3/4 hour at 250 F
total rotor (24) shaft end play of 0.080 to 0.084 inch.
(121 ).
C
(5) Remove end bell (16) and connect elec-
(g) If inserts (29) are defective, remove
trical wiring in accordance with figure 6-17. Make
defective insert and install new insert 3/4 to :1 1/2
electrical
connections,
using solder
(Federal
pitches below surface of housing (30). Remove tangs.
Specification QQ-S-571, Type SN60-W-RA-P2).
d. Assembly.
6-30
