
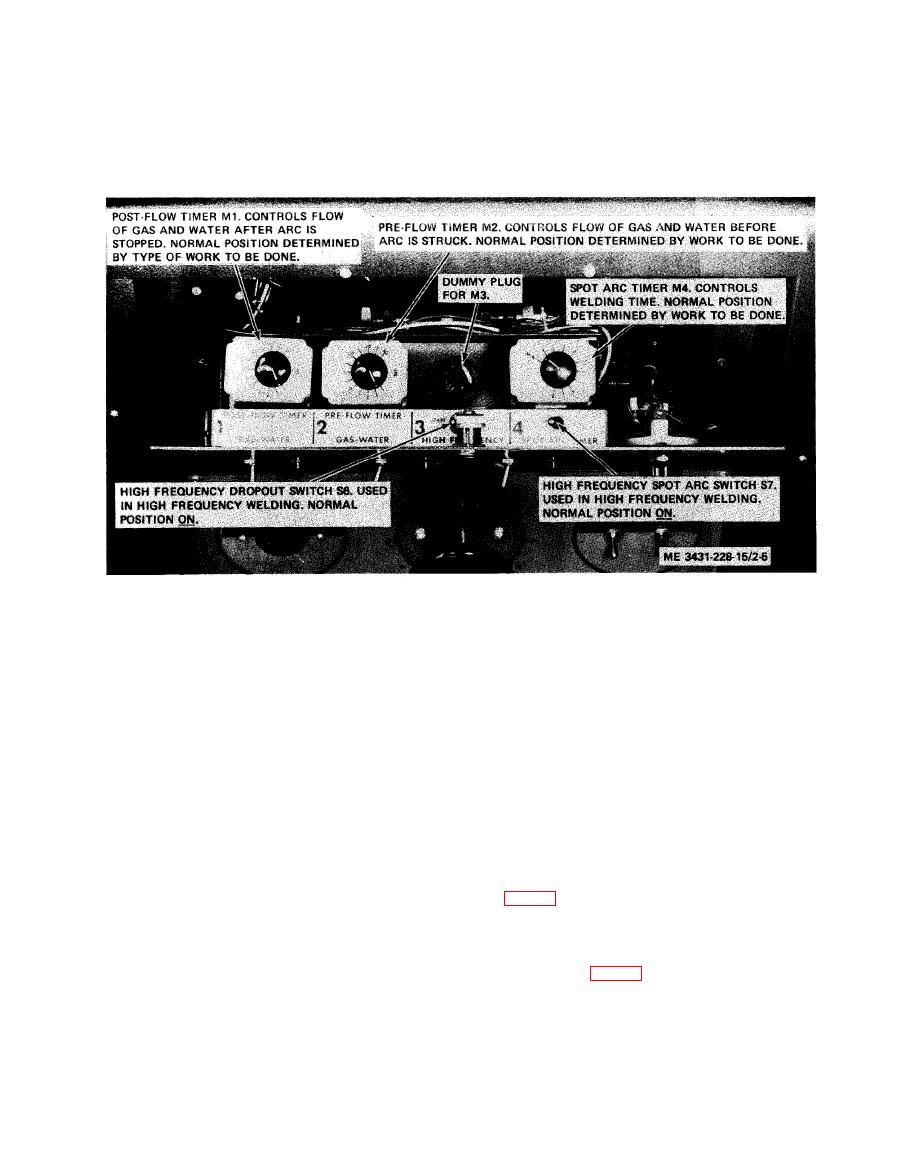
Fiqure 2-5. Timer drawer, controls.
increase.
high frequency generated in high frequency welding.
(13) RANGE SWITCH. This three-position
Normal position depends on work being done.
rotary switch selects one of three current ranges and
(8) REMOTE RECEPTACLE. This receptacle
has an open position between each range position.
provides connection for a remote foot control, which
Normal position depends on work being done. Ranges
can control the welder contactor and amperage func-
are: LO 5-90, MED 30-235, HI 150-400.
tions.
(14) POLARITY SWITCH. This three-position
(9) WELD AMPERES control rheostat. Controls
switch selects the polarity of the voltage at the elec-
the amperage available for welding Normal position
trode. Switch selects AC, DC STR., or DC REV. This
depends on work being welded. Calibrated range is
s w i t c h also has an open position between each
0 to 100.
(10) CONTACTOR switch. This
two-position
marked position. Position depends on type of work
being done.
switch permits control of the power contactor by the
(15) SPOT ARC TIMER switch. This two-posi-
remote switch, or it permits panel control of the
tion switch, located inside the high frequency draw-
power contactor. Place the switch in the PANEL
er, (fig. 2-5) switches the spot arc timer on or off. In
CONTROL position when remote foot control is not
the OFF position, the timer is disabled.
used,
(16) HIGH FREQUENCY dropout switch. This
(11) AMPERAGE switch. This two-position
t w o - p o s i t i o n switch, located inside the high fre-
switch permits the remote foot control to vary the
quency drawer, (fig. 2-5) permits choosing the meth-
welding current up to the maximum value set on the
o d of starting the high frequency circuit. In the
WELD AMPERES control. Switch is in the PANEL
START ONLY position, operation is controlled by the
CONTROL position when the remote foot control is
pilot relay. In the CONTINUOUS position, neither
not used.
(12) SOFT START switch. This two-position
will affect the high frequency dropout.
switch permits start at low current with automatic
