
Section IV. OPERATING UNDER USUAL CONDITIONS
2-9. General
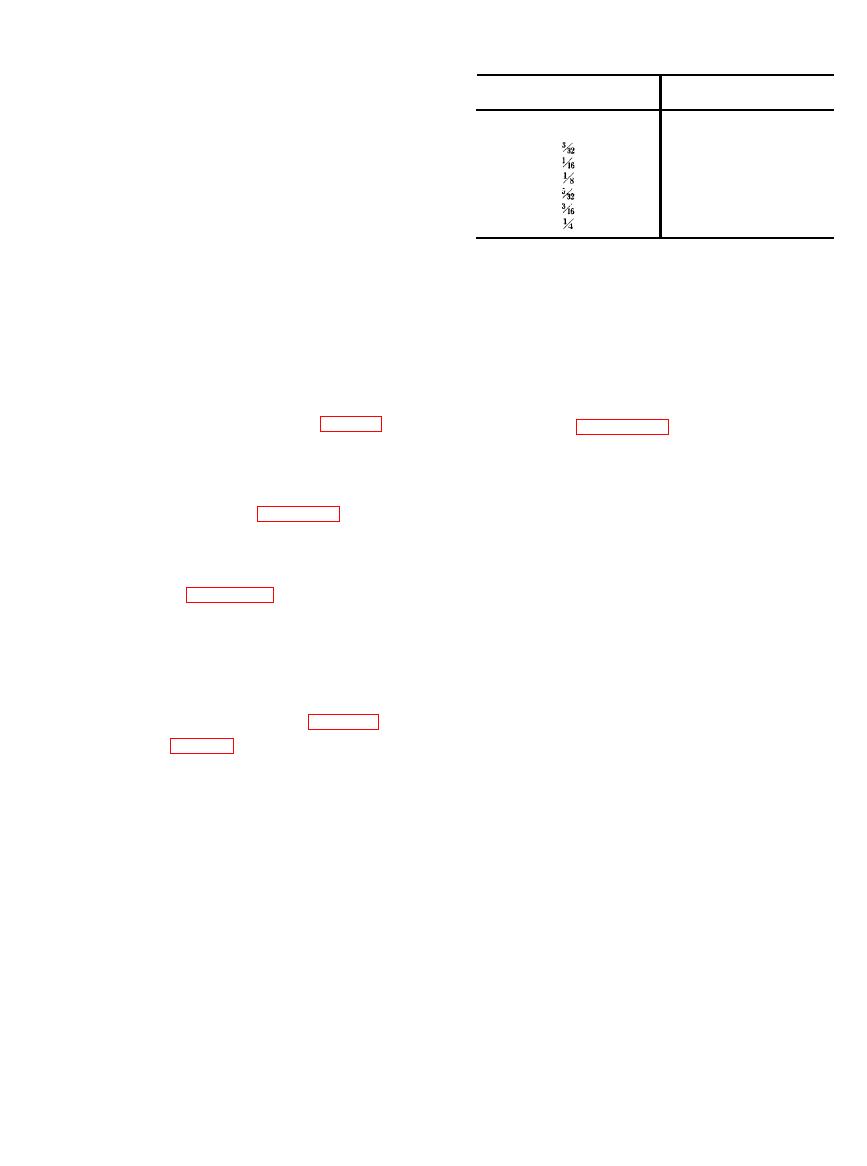
Tungsten electrode size
Welding current
a. The instructions in this section are published
(diameter)
(amp)
for the information and guidance of the personnel
responsible for operation of the welding machine.
0.040 in.
4060
in.
50100
b. The operator must know how to perform
in.
100-160
every operation of which the welding machine is
in.
150-210
c a p a b l e . This section gives instructions on
in.
200-275
in.
250-350
starting and stopping the welding machine, basic
in.
325-475
capabilities of the welding machine, and various
settings of controls to enable the welding machine
to perform different types of welding for which it
c. Test for proper setting, Use a sample piece of
is designed. Since nearly every job presents a dif-
metal, like the metal to be welded and adjust the
ferent problem, the operator may have to vary
welding amperage to produce the correct arc nec-
given procedures to fit the individual job.
essary for the welding to be done.
Warning: Do not come in contact with the
2-10. Starting
electrode while the welding machine is operating.
a. Preparation for Starting.
The high voltage generated by the machine can
cause death by electrocution.
(1) Perform the necessary daily preventive
maintenance checks and services ( para 35 ).
the welding machine.
(2) Clean area on item to be welded to make a
good connection.
Warning: Before operating the welding ma-
chine see that the ground terminal lug is con-
(3) Connect the ground clamp.
nected through the input cable or by separate con-
ductor to the power system ground. An un-
start the welding machine.
grounded welding machine can cause death by
electrocution to personnel coming in contact with
2-11. Stopping
it.
Note. This welding machine is equipped with a remote
welding machine,
receptacle and can be operated by remote control. When
using remote control, the panel control-remote centrol
b. Remove ground clamp from item which was
switch must be in the remote control position. When re-
being welded.
mote control is used, the maximum current available will
be limited by the setting of the output panel rheostat, If
full range is necessary, the panel output control rheostat
2-12. Operation of Equipment
must be set wide open. The welding machine is also
equipped with a remote contactor control receptacle for
activation of the contactor by a foot switch and a remote
contactor receptacle for activation of the contactor by an
trode.
external 115 volt ac source.
