
or 75 stone to increase inside diameter (fig.
e. Reassembly and Installation. To reas-
semble and install the camshaft and valve as-
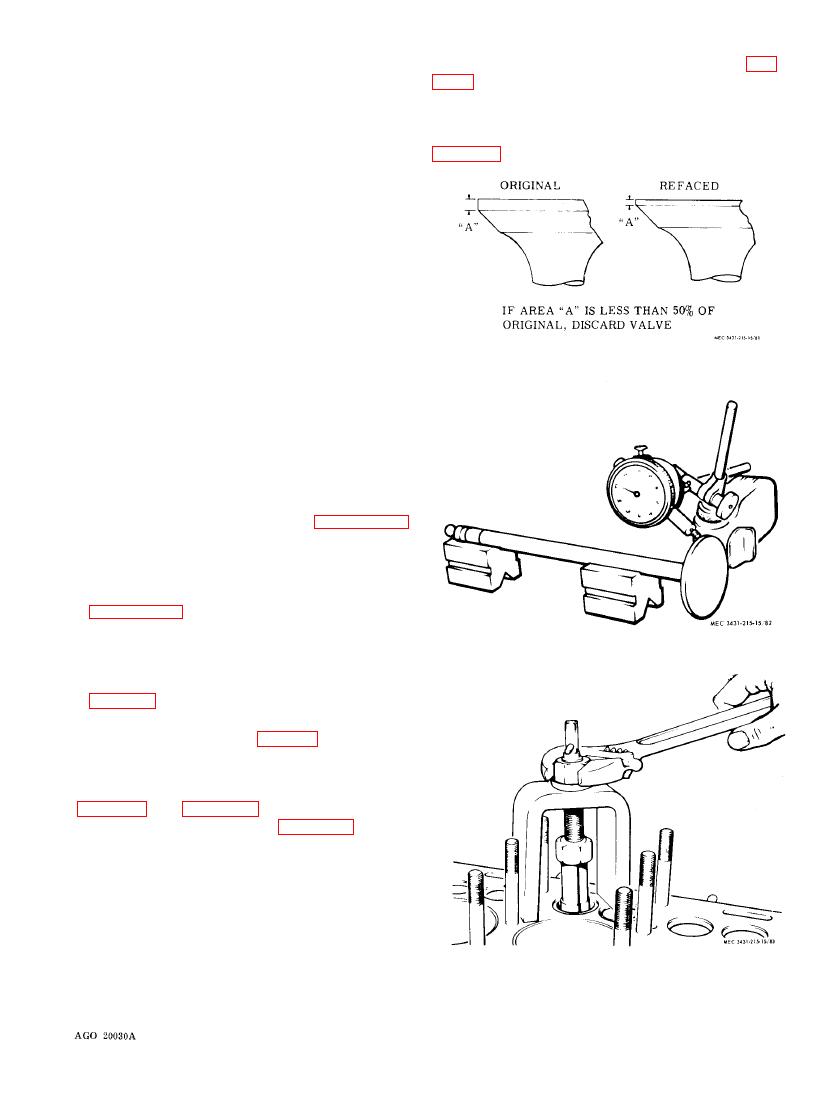
within limits, seat should be retouched lightly
sembly, proceed as follows:
with original stone to remove burrs or feathered
(1) Install bushings (17, 18, 19 and 20)
edge. Valves should seat in block as shown in
in cylinder and crankcase assembly if removed
during assembly.
(2) Slide camshaft (16) through front of
cylinder and crankcase assembly.
(3) Install thrust plate (14) with two at-
taching screw and lockwasher assemblies (15).
(4) Insert key (13) in keyway on cam-
shaft (16).
(5) Drive gear (10) on camshaft with
soft mallet or mild-steel pipe of proper diamet-
er. Brace camshaft with suitable bar through
fuel pump opening in block to avoid knock-
ing expansion plug in rear of cylinder block
out of position.
valves.
(6) Install nuts (12 and 11) on shaft.
Bend ear of lock nut (12) over nut (11) with
chisel and hammer.
(7) Install exhaust inserts (8) in cylinder
block if removed during disassembly. Chill in-
sert in dry ice or refrigerator for 20 minutes
before assembling. Install insert in counterbore
using piloted driver as shown in figure 6-27.
Tap in place with very light hammer blows.
Seat insert firmly on bottom of counterbore
then peen into place. After seating inserts,
grind intake and exhaust valve seats as shown
in figure 6-28. Grind intake valve seat to 30
angle and exhaust valve to 45 angle. Use pilot
having solid stem with long taper so valve
seats will be ground concentric and square.
Before removing arbor, indicate seat as shown
in fig. 6-24. Total indicator reading of run-
out must not exceed 0.002 inches.
(8) Install guides (9, fig. 6-23) in cylin-
der block if removed during disassembly. Using
suitable driver, drive guides into block from
top of block to correct depth below valve seat
(fig. 6-30 and table 5-1). Ream new valve
guides to new size given in table 5-1.
(9) Coat valve seat lightly with Prussian
blue and drop valve into position. Rotate valve
slightly to transfer blue pattern to valve face.
Contact pattern should have width of 1/16 inch
to 3/32 inch and must fall well within width
of valve face, leaving at least 1/64 inch on
either side. If contact is over 3/32 inch wide,
seat in valve head may be narrowed by using
1 50 stone to reduce outside diameter or 600
105
