
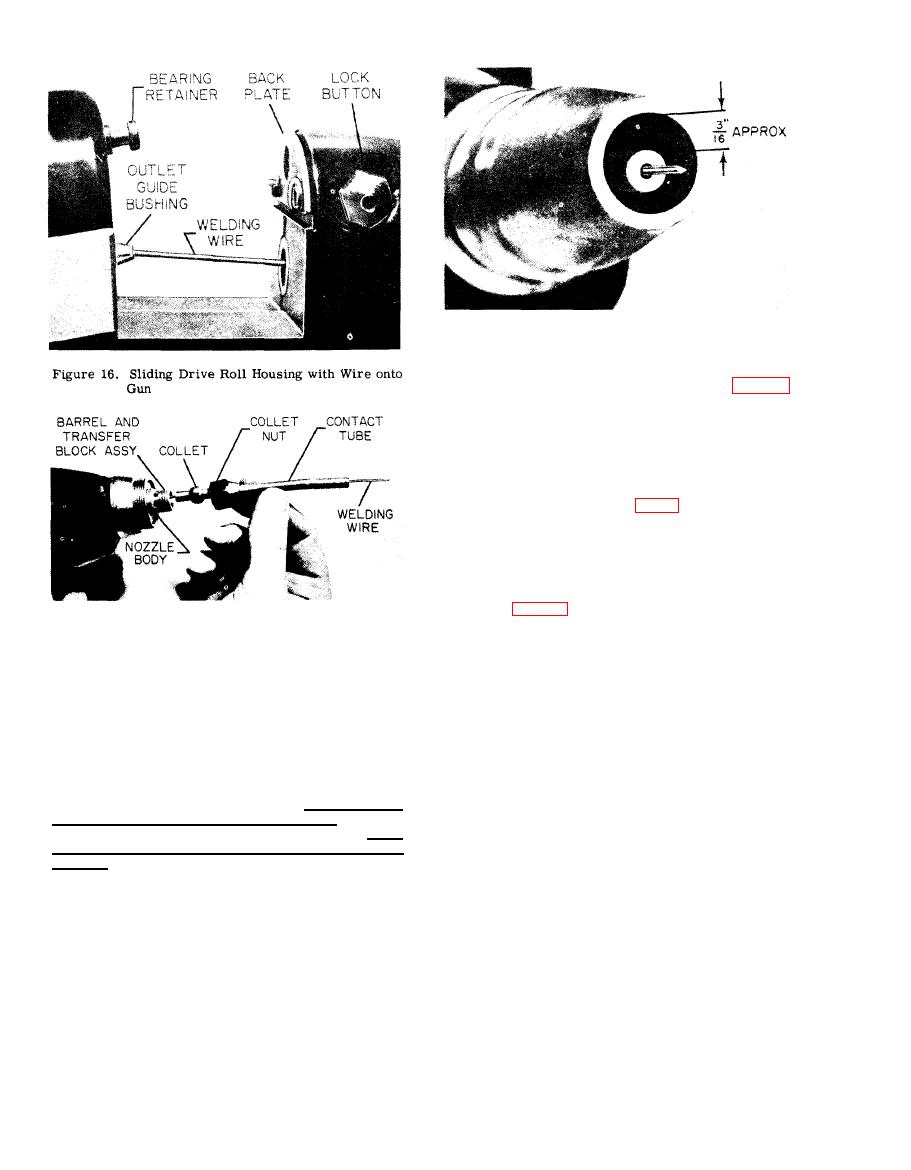
Figure 18. Nozzle-to-Contact Tube Distance
d. Remove collet nut from Gun barrel (Fig. 17).
Do not let collet roll away
NOTE:
e. Slide collet, then collet nut onto contact tube.
f. Slide contact tube with collet and nut onto wire
protruding from Gun. Push contact tube into barrel
until it touches liner retainer (Fig. 15).
g. Screw collet nut over collet onto barrel end.
Use wrench supplied with Gun to tighten.
h. Screw nozzle onto barrel and tighten. The noz-
zle-to-contact-tube distance should be approximately
3/16-inch (Fig. 18), if all fittings have been properly
installed.
Figure 17. Installing Contact Tube
Section III. OPERATION
The welding wire (electrode) and all metal parts in
3.1 SAFETY REQUIREMENTS
contact with it are electrically energized while weld-
ing. Periodic inspection of Gun and cables for broken
Comply with all ventilation, fire, and other safety re-
insulation, water leakage and other electrical hazards
quirements for welding as established for industrial
is essential.
applications. Reference as applicable: Safety in Elec-
tric and Gas Welding and Cutting Operation, American
Standard Association Bulletin 249.1. 1958. and Rec -
CAUTION
ommended Safe Practices for Inert-Gas Metal-Arc
welding, American Welding Society Bulletin A6.1,
WHENEVER STEPS ARE TAKEN TO
1958.
REMOVE AND REPAIR SUCH HAZ-
ARDS, PLACE ALL POWER CON-
TROLS OFF. DISCONNECT ALL
tensity arc in AIRCOMATIC welding methods, flash
ELECTRICAL CABLING FROM
POWER SOURCES.
goggles (medium shade 1306 2101) are recommended
in addition to helmet for the operator and nearby per-
sonnel.
3.2 PRE-WELD CHECKLIST
Check the Gun as follows:
Do not weld in the presence of even minute amounts of
vapors from chlorinated solvents (such as carbon tetra -
chloride or trichlorethylene). Ultraviolet light f rom
a. Drive roll housing assembly locked on stripped
Gun.
the electric arc can break down the vapors to form
phosgene, a poisonous gas.
b. All hose and cable assemblies tight.

